铭亚科技
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:整理来源:爱奇艺,浏览量:46,时间:2024-04-14 15:36

Hs
(1)操作前检查铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。
(2)工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。
(3)装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清洁机床,都必须在机床停稳后进行。
(4)工作台上禁止放置工量具、工件及其它杂物。
(5)开车时,应检查工件和铣刀相互位置是否恰当。
(6)铣床自动走刀时,手把与丝扣要脱开;工作台不能走到两个极限位置,限位块应安置牢固。
(7)铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方向,更不得用嘴吹切屑。
(8)工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。
(9)刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不得利用主轴动转来帮助装卸。
(10)实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正中。

电火花打孔打不深,是由于电火花打孔时,电蚀下来的碎屑不能及时冲走,从而影响了电极的进一步往下继续打孔。最大深度为350mm。
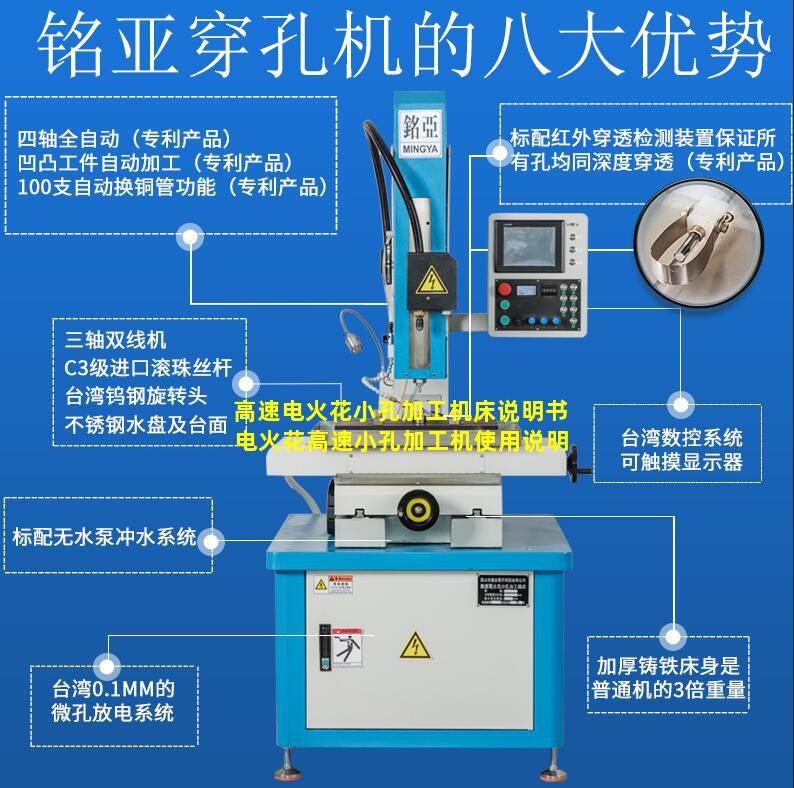
电火花穿孔机(spark-erosion drilling machine)是指用电火花加工原理,加工尺寸小于5mm的孔的电火花加工机床。用于加工中小型冲模,其加工特点是不受金属材料硬度的限制,可先将模板淬火后用本机加工所需要的孔型,以保证质量和提高使用寿命。工具电极材料采用钢、铸铁、铜均可。
穿孔机根据应用的介质不同大致分为两种,一种是液体穿孔机,由于液体加工时要通过铜棒小孔,可能堵塞铜棒小孔,所以最小可加工0.15mm的细孔,深度也只能加工350mm。是普遍应用的,另外一种是气体穿孔机,经过铜棒小孔的介质采用的是气体,所以不易被堵塞,可加工更精密的小孔。
工作原理及应用:
电火花穿孔机也称电火花打孔机、电火花小孔机、电火花细孔放电机,其工作原理是利用连续上下垂直运动的细金属铜管(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属成型。与电火花线切割机床、成型机不同的是,它电脉冲的电极是空心铜棒,介质从铜棒孔中间的细孔穿过,起冷却和排屑作用。
电极与金属间放电产生高温腐蚀金属达到穿孔的目的,用于加工超硬钢材、硬质合金、铜、铝及任何可导电性物质的细孔。最小可加工0.015mm的小孔,也可加工带有锥度的小孔,被广泛使用在精密模具加工中。
一般被当作电火花线切割机床的配套设备,用于电火花线切割加工的穿丝孔、化纤喷丝头、喷丝板的喷丝孔、滤板、筛板的群孔、发动机叶片、缸体的散热孔、液压、气动阀体的油路、气路孔等。
电火花打孔打不深,是由于电火花打孔时,电蚀下来的碎屑不能及时冲走,从而影响了电极的进一步往下继续打孔。如果能够改善电火花的冲洗条件,电火花可以打很深的孔。像电火花穿孔机就可以打几百毫米深的孔。
只要改善拍屑条件,电火花也可以加工深孔,易通电加工技术研究所就加工过直径3毫米长达2000毫米的深孔。
你好!
电火花打孔为什么打不深,如果是加工盲孔,很容易积碳,打一段时间应该用细砂纸檫去电极上的黑色积碳,再继续加工,如此反复,留点余量精加工。通孔加工要好得多,因为碎屑能及时地被冲走。
电火花加工的最大深度为多少是由你现在的机床设定的。
打字不易,采纳哦!
电火花打孔为什么打不深,如果是加工盲孔,很容易积碳,打一段时间应该用细砂纸檫去电极上的黑色积碳,再继续加工,如此反复,留点余量精加工。通孔加工要好得多,因为碎屑能及时地被冲走。
电火花加工的最大深度为多少是由你现在的机床设定的。

把你车床的型号说下,我帮你非笑导深达陈材革许找找看,
希望可以帮到你
关于电火花小孔加工机床说明书的问题,我们总结了以下几点,给你解答:1、电火花小孔加工机床说明书2、电火花小孔加工机床说明书下载3、电火花小孔加工机床说明书图片电火花小孔加工机床说明书Hs(1)操作前检查铣床各部位手柄是否正常,按规定加注润滑油,并低速试运转1~2分钟,方能操作。 (2)工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。 (3)装夹工件要稳固。装卸、对刀、测量、变速、紧固心轴及清......
作者:整理来源:爱奇艺,时间:2024-04-14 15:36,浏览量:47

高速电火花小孔加工机床说明书,火花机深孔加工技巧,电火花加工设备图解关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 小孔机和快走丝、中走丝、慢走丝、电火花成型机和电火花内孔、外圆磨床一样都是电火花加工机床。工作原理:利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉......
作者:穿孔机厂家,来源:360问答,时间:2022-12-28 01:39,浏览量:24
高速电火花小孔加工机床说明书,电火花机床加工流程图,火花机深孔加工技巧关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 2、电火花高速小孔加工机使用说明亲乐传达住月妒量,您好,您可以上网搜索“九阳英沿力伟鸡客户服务中心”,输入相应型号搜索说明书制免与。最后祝您生活愉......
作者:穿孔机厂家,来源:优酷,时间:2022-12-19 06:36,浏览量:33
高速电火花小孔加工机床说明书,电火花加工孔的精度,电火花微孔加工机床关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 前 言第一章 机床电路基本知识第一节 常用电工图形、文字符号、术语一、常用电工图形符号二、常用电工文字符号三、术语第二节 接触器继电器电路典型环节一、电动机......
作者:穿孔机厂家,来源:抖音,时间:2022-12-05 13:00,浏览量:31
高速电火花小孔加工机床说明书,高速电火花小孔加工机床操作,火花机深孔加工技巧关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 新一代 镜面电火花机床 系列机 床 规 格 型 号 单位 SP1 HP35 HG25 工作台尺寸(长×宽) mm 600×400 ......
作者:穿孔机厂家,来源:百度知道,时间:2022-08-31 04:36,浏览量:30
