铭亚科技
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
自动穿丝,中快走丝,线切割,自动换铜管穿孔机
编辑:穿孔机厂家,来源:百度知道,浏览量:30,时间:2022-08-31 04:36
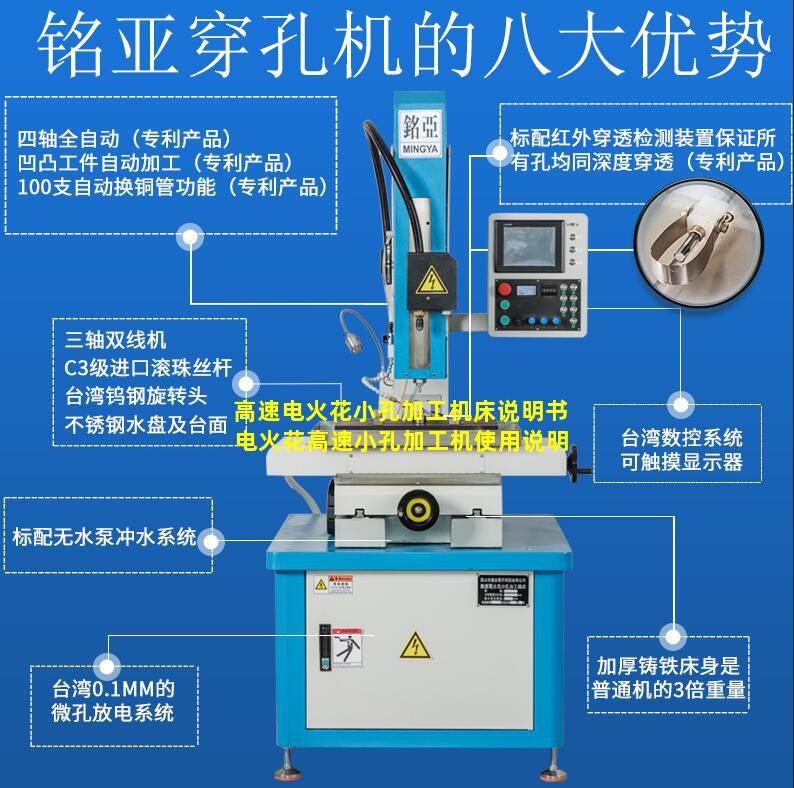
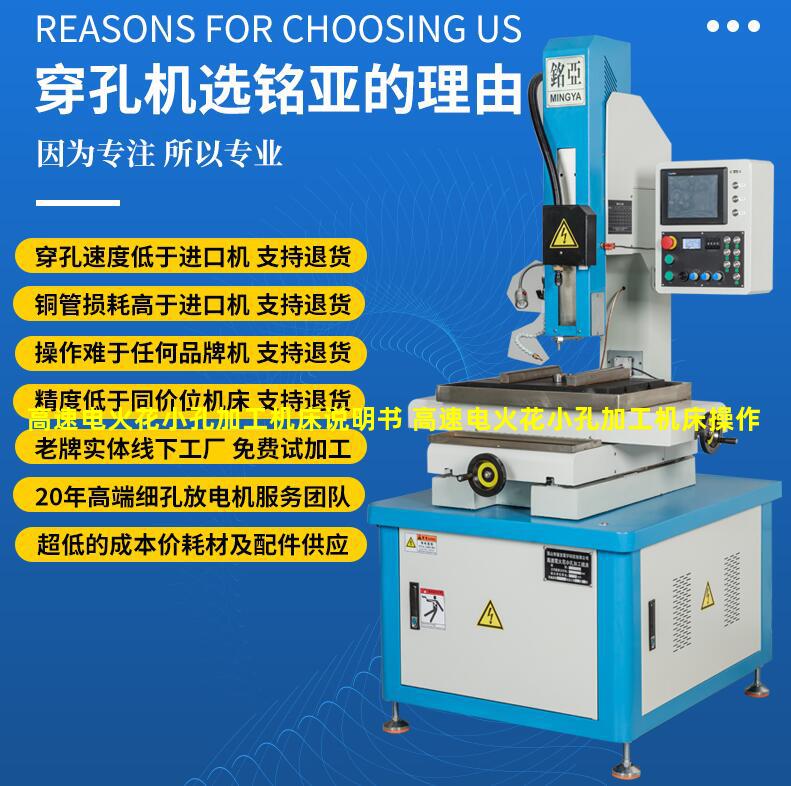
高速电火花小孔加工机床说明书,高速电火花小孔加工机床操作,火花机深孔加工技巧
新一代 镜面电火花机床 系列
机 床 规 格 型 号 单位 SP1 HP35 HG25 工作台尺寸
(长×宽) mm 600×400 600×400 250×400 X Y Z轴
行程 mm 300×210×270 350×250×270 250×160×200 最大电极重量 kg 25 50 25 最大工件重量 kg 400 450 300 工作台至电极的距离 mm 295-565 330-600 400-200 加工槽尺寸 mm 950×620×360 990×640×450 690×460×300 总输入功率 KVA 13 13 6 尖 端 技 术 参 数 最佳表面光洁度 Ra 0.1 最高加工效率 mm3/min 400 最小电极损耗 % 0.1 重复定位精度 μm 2 标准附件 石工作台、PIKA镜面加工电路、自动调压电路(AVR)、自动灭火装置、手控盒、机床灯、过滤纸芯、手动电极卡头、操作说明书 选择附件 混粉加工装置 C轴 R轴旋转装置 加工液恒温装置 EROWA、3R各种工装夹具 (本参数可能因产品升级会相应调整,不作为合同依据)
机床性能特征
1.自适应放电加工控制
2.定时高速抬刀和抬刀高度控制
3.主轴定点控制、放电间隙检测
4.油位控制
5.防火控制
6.自动报警安全装置
7.防积碳功能
8.CNC系统,触摸屏输入,手控盒操作。
9.工件在机自动测量
10.超精面加工
11.超精边加工
12.X、Y、Z轴进口松下伺服系统。
13.不锈钢材料耐磨包边设计
14.最小电极损耗0.10%
15.最佳表面粗糙度Ra0.2um
16.最高生产效率500 mm3/min(标配)1000 mm3/min(选配)
17.最小驱动单位1um
其基本物理原理是自由正离子和电子在场中积累,很快形成一个被电离的导电通道。在这个阶段,两板间形成电流。导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。然后电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。




高速电火花小孔加工机床说明书,火花机深孔加工技巧,电火花加工设备图解关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 小孔机和快走丝、中走丝、慢走丝、电火花成型机和电火花内孔、外圆磨床一样都是电火花加工机床。工作原理:利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉......
作者:穿孔机厂家,来源:360问答,时间:2022-12-28 01:39,浏览量:24
高速电火花小孔加工机床说明书,电火花机床加工流程图,火花机深孔加工技巧关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 2、电火花高速小孔加工机使用说明亲乐传达住月妒量,您好,您可以上网搜索“九阳英沿力伟鸡客户服务中心”,输入相应型号搜索说明书制免与。最后祝您生活愉......
作者:穿孔机厂家,来源:优酷,时间:2022-12-19 06:36,浏览量:33
高速电火花小孔加工机床说明书,电火花加工孔的精度,电火花微孔加工机床关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 前 言第一章 机床电路基本知识第一节 常用电工图形、文字符号、术语一、常用电工图形符号二、常用电工文字符号三、术语第二节 接触器继电器电路典型环节一、电动机......
作者:穿孔机厂家,来源:抖音,时间:2022-12-05 13:00,浏览量:31
高速电火花小孔加工机床说明书,高速电火花小孔加工机床操作,火花机深孔加工技巧关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 新一代 镜面电火花机床 系列机 床 规 格 型 号 单位 SP1 HP35 HG25 工作台尺寸(长×宽) mm 600×400 ......
作者:穿孔机厂家,来源:百度知道,时间:2022-08-31 04:36,浏览量:31

高速电火花小孔加工机床说明书,电火花加工设备图解,电火花加工机床操作步骤关于高速电火花小孔加工机床说明书内容导航:1、高速电火花小孔加工机床说明书2、电火花高速小孔加工机使用说明3、高速电火花小孔加工机床操作1、高速电火花小孔加工机床说明书 小孔机和快走丝、中走丝、慢走丝、电火花成型机和电火花内孔、外圆磨床一样都是电火花加工机床。工作原理:利用连续移动的细金属丝(称为电极丝)作电极,对工件进......
作者:穿孔机厂家,来源:悟空问答,时间:2022-08-02 08:00,浏览量:48
